Assembly drawing. knot detail tutorial sketches
Ministry of Education and Science of Ukraine Sevastopol National Technical University ASSEMBLY DRAWING. EDUCATIONAL SKETCHES OF THE PARTS OF THE UNIT Guidelines for the implementation of individual tasks in engineering graphics for students of technical specialties of full-time and part-time education Sevastopol 2009 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 2 UDC 744 Assembly drawing . Tutorial sketches of assembly details. Guidelines for the implementation of individual tasks in engineering graphics for students of technical specialties of full-time and correspondence forms of education. / Comp. A.F. Bear, V.G. Sereda, A.I. Dubovik. - Sevastopol: SevNTU Publishing House, 2009. - 32 p. The guidelines contain brief explanations necessary for sketching the parts included in the assembly, as well as the assembly drawing of the assembly and drawing up the specification. Methodical instructions are intended for technical specialties of full-time and part-time students. Guidelines approved at a meeting of the Department of Descriptive Geometry and Graphics, Protocol No. 6 dated January 16, 2009. Approved by the educational and methodological center of SevNTU as guidelines. Reviewer: Smagin V.V., Associate Professor, Ph.D. tech. Sciences Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 3 1. 2. 3. 4. 5. 6. 7. CONTENTS INTRODUCTION…………………………… ………………………... Purpose and content of the task………............................... ................ Drawing up a block diagram of the unit…………………………………………………………………………………... Performing sketches of the parts of the unit…………………………… ….. Implementation of the technical drawing of the part…………………… Implementation of the assembly drawing of the assembly…..…………………..... Implementation of the specification…..……………………………… ….. Questions for self-control………………………………………. Conclusion ........................................................................ component parts of the product. In the educational process for a node (for example, a tap or a valve), the following is performed: - sketches of the details of the node; - assembly drawing of the unit; - specification. An assembly drawing of a node is a document containing an image of an assembly unit and other information necessary for its assembly (manufacturing) and control. The training sketches of the unit are performed in the design (training general view) or technological (training assembly drawing) versions. The training assembly drawing should give an idea of the location and interconnection of the parts included in the assembly. On the assembly drawing of the assembly indicate the position numbers of parts, overall, installation and connecting dimensions. 1. PURPOSE AND CONTENT OF THE ASSIGNMENT Purpose: - acquisition and consolidation by students of practical skills in making sketches of parts from nature, measuring parts, setting dimensions on sketches and performing a technical drawing; - study of GOSTs: 2.108-68 - Specification, basic requirements for the implementation of assembly drawings and 2.109-73 - Basic requirements for drawings; – acquisition of practical skills in drawing up an assembly drawing of a unit and filling out a specification. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 4 Contents of the task: – make sketches of parts included in the assembly (except for standard ones); - draw an assembly drawing of the assembly; – draw up a specification in accordance with GOST 2.108-68. 2. DEVELOPING A STRUCTURAL DIAGRAM OF THE NODE Full-time students receive a node at the department in accordance with an individual option, and part-time students choose a node on their own and present it along with the work done. The assembly must include at least four parts, excluding standard parts and materials. To complete the task, it is necessary: - to familiarize yourself with the design of the unit, establish the purpose and principle of its operation; - disassemble the assembly into its component parts and assemble it in the reverse order; - draw up a diagram of the division of the product into its component parts; - assign a name to the node and its components; As an example, a flow valve diagram with a conditional passage of 15 mm is drawn up. The general view of the valve and its section are shown in Figures 1a,b. a) b) Figure 1 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 5 We disassemble the valve into its component parts: – unscrew the nut 12, remove the washer 14 and the flywheel 10; – unscrew the union nut 5 and remove the stuffing box bushing 6; – unscrew fitting 3 from body 1 together with stem 4, valve 2, sealing gasket 9, nut 11 and washer 13, gland seal 15 and support ring 7; – remove the sealing gasket 8 between the fitting and the housing; - unscrew the stem with the valve, sealing gasket, nut and washer from the fitting; - remove the stuffing box seal 15 and the support ring 7 from the fitting; – unscrew the nut 11, remove the washer 13 and the gasket 9; - disconnect the stem 4 and valve 2. The components of the assembly (parts and material) are shown in Figure 2. The scheme for dividing the product into its component parts is shown in Figure 3. The valve consists of four standard parts: two nuts and two washers, as well as material - hemp . Thus, for this valve, it is necessary to make sketches of ten parts. 3. SKETCHING THE PARTS OF THE ASSEMBLY A sketch is a temporary drawing made by hand on an eye scale in proportion. Detail sketches and technical drawings are made in pencil on A4 or A3 squared paper. Completed sketches and technical drawings are bookmarked into an album. A sample of the title page is shown in Figure 4. The following sequence of sketch execution is recommended: - selection of the main view and the number of images of the part; – choice of sheet format and drawing of images of the part; - drawing extension and dimension lines; - measurement of the part and setting of dimensional numbers; - application of signs and parameters of roughness (it is allowed not to put down on training drawings); – determination of the brand of material; - filling in the main inscription; - checking the sketch. In the main inscription of the drawing, the name of the product is written in the nominative singular. In the name, consisting of several words, the noun is placed in the first place, for example, "Nut cap". Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 6 Figure 2 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 7 Straight valve Nut M6 GOST 5915- 70 Flywheel Washer 6 GOST 11371- 78 Union nut Cap sleeve Gasket Rod Valve Gasket Nut M5 GOST 5915- 70 Washer 5 GOST 11371- 78 Support ring Hemp PS GOST 5152- 66 Body Figure 3 Examples of execution and design of sketches of parts are given in figures 5…14. Depending on the connection design of the stem and valve parts, their shapes may vary slightly. Figures 15a,b show the types of stem-to-valve connections. Figures 15a,b show examples of threading on the stem shank with a thread run and with a groove for the cutter to exit for fastening the flywheel with a nut. The dimensions of the groove are selected according to GOST 10549-80, depending on the thread pitch. Figure 15c illustrates the design of the stem shank designed to mount the flywheel with a screw. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 8 Ì ÈÍ ÈÑÒÅÐÑÒÂÎ Î ÁÐÀÇÎ ÂÀÍ Èß È Í ÀÓÊÈ ÓÊÐÀÈÍ Û CÅÂÀÑÒÎ Ï Î ËÜÑÊÈÉ Í ÀÖÈÎ Í ÀËÜÍ ÛÉ ÒÅÕÍ È×ÅÑÊÈÉ ÓÍ ÈÂÅÐÑÈÒÅÒ Êàôåäðà í à÷åðòàòåëüí î é ãåî ì åòðèè è ãðàôèêè ÀËÜÁÎ Ì ÝÑÊÈÇÎ Â Ê ÇÀÄÀÍ ÈÞ "Ó×ÅÁÍ ÛÅ ÝÑÊÈÇÛ ÄÅÒÀËÅÉ ÓÇËÀ. ÑÁÎ ÐÎ ×Í ÛÉ ×ÅÐÒÅÆ" Âûï î ëí èë: ñòóäåí ò ãð. MON - 21D Yvan Yen Ko A. П . ¹ credit card 070374 Checked: up to the value of the trine ko A.I. September 2009 Figure 4 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 9 Figure 5 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) com) 10 Figure 6 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 11 SNTU.701400.004 9 7 1.6o450 2 chamfers M6 9 M12x1.5 R1 5 0 8 13 42 75 SNTU .701400.004 Letter Change Sheet Document No. Signature Date Ivanenko 10/15/08 Developed. Checked by Petrenko T.contr. Weight Mass. Pieces Sheet Sheets Caf. NGiG gr.IM-21d N.contr. Approved Figure 7 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 12 Cap nut Figure 8 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 13 SNTU.701400.002 Valve Figure 9 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 14 A- A A A SNTU.701400.010 Flywheel AK12 GOST1583- 93 Figure 10 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 15 SNTU.701400.009 Gasket Rubber GOST 7338-90 Figure 11 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 16 SNTU.701400.008 Gasket Rubber GOST 7338-90 Figure 12 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 17 SNTU.701400.003 36 15 11 1.6 45° 9 10 6 30° 25 3° М20 1 .5 14 1.5 14 М12 ° 45 М20 1.5 2 chamfers 1 45° 7 24 13 22 SNTU.701400.003 Letter Change. Sheet Document No. Signature Date Draft. 15.10.08 Ivanenko Checked by Petrenko T.contr. N.contr. Approved Weight Mass. Fitting Sheet Br. ОЦС 4- 4- 4 GOST 5017- 74 Sheets Kaf. NGiG gr.IM-21d Figure 13 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) /www.novapdf.com) 19 Valve Stem Valve Stem a) b) Figure 15 a) b) c) Figure 16 4. CARRYING OUT THE TECHNICAL DRAWING OF THE PART In the task, students draw a technical drawing of the part in rectangular isometry with a one-quarter cut. A technical drawing can be performed together with a sketch of a part on one sheet or on a separate format. In the first case, the location of the axes of the technical drawing must correspond to the location of the axes of the part (Figure 17). If the technical drawing is made on a separate sheet, then the location of the axes on the technical drawing does not depend on the location of the axes on the sketch (Figure 20). The sequence of constructing the technical drawing of the “Body” part is shown in Figures 18…20. The construction of isometric projections of parts is carried out in the following sequence: - build in thin lines axonometric axes and all lines of external and internal contours lying in planes parallel to the planes OXY and OYZ (Figure 18); - draw lines of the outer contour of the part and sections of the part by projecting planes passing along the axes OX and OY, i.e. cut the fourth part of the part - (Figure 19); - remove invisible lines and lines of the cut out part of the part and hatch the section (Figure 20). Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) Figure 17 ÑÍ ÒÓ.701400.001 20 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 21 Figure 18 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 22 Figure 19 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 23 SNTU.701400.001 Fig. 20 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 24 and control during assembly (GOST 2.102-68). The assembly drawing is made on a sheet of A2 format according to the sketches of parts previously made by the student, checked by the teacher, as well as drawings of standard parts and materials included in this assembly taken from the reference book. The assembly drawing must contain: - an image of the assembly unit with the necessary views, sections, sections and the main inscription; – instructions on the method of connection (if necessary); - position numbers of the component parts of the assembly; - dimensions: overall, installation, connecting, controlled and reference. A sample assembly drawing is shown in Figure 21. Consider the sequence of drawing an assembly drawing of a globe valve. 1. Set the required number of images (views, cuts, sections). For a visual representation of the design of a through valve, it is enough to draw a frontal section along the axis of the stem, a view from the left and an additional view of the flywheel. In the left view, half of the view is combined with half of the profile section. 2. On a sheet of A2 format, using the dimensional rectangles, a breakdown of the drawing is made. 3. Draw thin lines on both views: 3. 1. The main part is the body. Then the fitting is drawn along with the sealing gasket. 3.2. The component moving parts of the product are drawn - the rod together with the plate, gasket, washer and screw. Products with moving parts are drawn in the closed position, for example, vices, valves, dampers, and plug valves in the open position. 3.3. The stuffing box seal is drawn - a support ring, stuffing box packing, stuffing box bushing and union nut. Gland packing fills the space between the stem and the fitting from the support ring to the top of the fitting. The packing is sealed with a stuffing box bushing and a union nut. The conical surfaces provided on the support ring and the lower part of the gland sleeve, when screwing the union nut, press the gland packing against the stem. 3.4. The flywheel and the details of fastening the flywheel to the stem are drawn - a nut and a washer. The flywheel is drawn on the main view and top view. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) Figure 21 25 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 26 4. Stroke contour lines with a thickness of 0.6 ... 0.8 mm and hatching in sections and sections with lines with a thickness of 0.3 ... 0.4 mm. Adjacent parts from the same material are hatched in different directions or with a change in the distance between the dashed lines. 5. Put down the overall and connecting dimensions. 6. Draw leader lines and put down the position numbers of the parts on the shelves of the leader lines. Position numbers are put down in such a way that they are located on one (or several) verticals, on one (or several) horizontals, or on a horizontal and vertical. 7. Fill in the main inscription, indicate (if necessary) the technical requirements or technical characteristics of the product. 8. On a separate sheet, the specification of the product is performed. The assembly drawing is performed with conventions and simplifications: - on the views and sections it is allowed not to indicate such elements of parts as chamfers, fillets, grooves, recesses and other small elements; - the heads of bolts and nuts having a hexagonal shape are performed in a simplified way; - the slots of the heads of screws and screws are shown with one solid thickened line; - projections of lines of intersection of curved surfaces can be drawn in a simplified way, if their exact construction is not required. For example, instead of curved curves, arcs of circles can be drawn; - a smooth transition from one surface to another is shown conditionally or not shown at all, - solid or standard parts - bolts, screws, studs, nuts, washers, balls, wedges, etc. in longitudinal section they are shown not dissected; - stiffeners of parts (spokes of flywheels, gear wheels) and thin walls in a longitudinal section are shown not shaded; - the faces of a square hole or rod are marked with solid thin lines drawn along the diagonals. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 27 Pos. Zone Format Name Designation Qty. Note 8 15 5 6. IMPLEMENTATION OF THE SPECIFICATION A specification is a text document that defines the composition of an assembly unit (assembly) necessary for manufacturing, completing design documents and planning the launch of these products into production. The specification is drawn up for each assembly unit, complex and kit on separate sheets of A4 format in form 1 (title page) and 1a (subsequent sheets). The dimensions of the specification and the main inscription in form 1 are shown in Figure 22 and in form 1a - in Figure 23. 6 6 8 70 63 10 22 185 5 8х5=40 Change. Sheet Design Check. Document No. 15 10 Signature Date 22.03.03 N.cont. Approved Designation Name Part number 5 55 Sheet 15 Sheets 20 55 23 15 7 10 Pos. Zone Format Name Designation Qty. Note 8 15 5 Figure 22 6 6 8 70 63 10 22 185 23 15 10 Sheet Rev. Sheet no.doc. Signature Date Designation Figure 23 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 8 7 555 7 10 28 The specification contains seven columns: "Format", "Zone", "Pos.", "Designation", "Name", "Number" and "Note" and is filled in according to the following sections: - documentation (indicate the assembly drawing); - assembly units (if they are included in the assembly); - details (record all the details of the assembly for which the sketches were drawn up, in the nominative case, singular); – standard details; - materials (enter data on the materials used). The columns of the specification are filled in as follows: - in the column "Format" indicate the format of the documents, the designation of which is recorded in the column "Designation". The column is not filled in for documents recorded in the section "Standard products" and "Materials"; - in the column "Zone" indicate the designation of the zone in which the assembly drawing is located, if the drawing field is divided into zones; - in the column "Pos." indicate the serial numbers of the component parts of the product in accordance with the sequence of recording them in the specification; - in the column "Designation" indicate: in the section "Documentation" - the designation of the recorded documents, for example, SNTU.702700.000SB, and in the sections "Assembly units", "Details, "Kits" - designations of the main design documents for the products recorded in these sections , for example, SNTU. 702700.001; - in the column "Name" in the section: "Documentation" write down the name of the documents, for example, "Assembly drawing". In the sections "Assembly units", "Parts", "Kits" indicate the name of the products in accordance with the main inscription on the main design documents of these products. In the section "Standard products" indicate the names and designations of products in accordance with the standards for these products. In the "Materials" section - the designation of materials in accordance with the standards and specifications for these materials. - in the column "Number." indicate the number of components included in one specified product. In the "Materials" section, the amount of materials per product is recorded, indicating the unit of measurement. - in the column "Note" write additional information to the components of the product. After each section, leave a few free lines and positions. An example of a completed specification is shown in Figure 24. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) Pos. Zone Format 29 No. NOTE Name designation Documentation A2 SNTU.701400.000 SB assembly drawing A4 A4 A4 A4 A4 A4 A4 A4 1 2 3 4 5 6 SNTU.701400.001 SNTU.701400.003 SNTU.701400 SNTU.701400.008 9 SNTU.701400.009 10 SNTU.701400.010 Body 1 Valve Union Rod Union nut 1 1 1 1 1 1 1 1 Gland bushing Gland ring Gasket Gasket Flywheel 1 Standard items 11 1 Nut M5.5.018 GOST.60 Nut M.75 5915- 70 12 13 1 1 Washer S.5.01.08kp.018 GOST 11371- 78 Washer S.6.01.08kp.018 14 1 GOST 11371- 78 Materials Hemp PS GOST 5152- 66 0.02 kg 15 Change. Sheet Design Check. T.contr. N.contr. Approved Document No. Signature Date 22.10.08 Ivanenko Petrenko SNTU.701400.000 Letter Valve Sheet 1 Dept. NGiG gr.IM-21d Figure 24 Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) Sheets 1 30 7. SELF-CHECKING QUESTIONS 1. What should an assembly drawing contain? 2. What is the sequence of execution of the assembly drawing of the product from nature? 3. What simplifications are allowed on assembly drawings? 4. What dimensions are applied to the assembly drawings? 5. How are the components of the product marked on the assembly drawing? 6. What is the specification? 7. What products are specified for? 8. List the columns of the specification. CONCLUSION As a result of the assignment, students should know: – GOST 2. 305-68 - Images: views, sections, sections; – GOST 2.307-68 – Dimensioning; - GOST 2.311-68 - Thread image; - GOST 2.312-72 - Symbols and designations of welded joints; - GOST 2.313-82 - Symbols and designations of permanent connections; – GOST 2.317-69 – Axonometric projections; - GOST 2.108-68 - Specification; - GOST 2.109-73 - Basic requirements for drawings; be able to: - make sketches and technical drawings of the details of the unit from nature; - Perform assembly drawing and fill in the specification. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 31 REFERENCES students of full-time and part-time forms of education / Comp. A.F. Bear, V.G. Sereda, N.Ya. Smirinskaya. - Sevastopol: SevNTU Publishing House, 2005. - 38 p. 2. Kovtun V.N. Reference materials for the implementation of instrumentation drawings: Reference book / V.N. Kovtun. - Sevastopol: Izdvo SevNTU, 2002. - 132 p. 2. Levitsky V.S. Engineering drawing and automation of drawings / V.S. Levitsky. - M .: Higher. school, 2001. - 429 p. 3. Guidelines on the rules for applying dimensions for independent work of students in the performance of individual tasks / Comp. A.F. Bear, L.N. Ivashchenko. - Sevastopol, 1989. - 25 p. 4. Mikhailenko V.Є. Engineering and computer graphics: pdruch. for stud. the highest conc. enlighten / V.Є. Mikhailenko, V.V. Vanin, S.M. Kovalov; for red. V.Є. Mikhailenko. - K .: Karavela, 2003. - 344 p. 5. Descriptive geometry and drawing. Engineering graphics. Guidelines for the course and control tasks for students of engineering specialties of correspondence courses / Comp. A.M. Preris [i dr.]. - Kharkov: UZPI, 1986. - 151 p. 6. Popova G.N. Engineering drawing: Ref. / G.N. Popov. - L .: Mashinostroenie, Leningrad. department, 1986. - 447 p. 7. Drawing up a drawing of a product from nature. Guidelines for independent work in the discipline "Engineering drawing" / Comp. M.N. Logunenko, L.V. Galkina, L.I. Maksimovsky. - Sevastopol: KMU SPI, 1988. - 48 p. 8. Reference guide to drawing / V.A. Bogdanov [i dr.]. – M.: Mashinostroenie, 1989. – 864 p. 9. Training sketches and detail drawings. Guidelines for the implementation of individual tasks in engineering graphics for students of technical specialties of full-time and correspondence forms of education. / Comp. A.F. Bear, V.G. Wednesday. - Sevastopol: SevNTU Publishing House, 2009. - 40s. 10. Reading and detailing the general drawing. Methodical instructions for independent work of students. / Comp. L.V. Galkin. - Sevastopol: SevGTU, 1998. - 28 p. 11. Sketches and drawings of details. Methodical instructions for completing the assignment on the course "Descriptive geometry and engineering graphics" / Comp. V.G. Wednesday. - Sevastopol: KMU SPI, 1990. - 22 p. Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com) 32 Order no. SevNTU Publishing House Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
Stage 1- placement of images of the assembly unit by overall dimensions (Fig. 1) on A2 format.
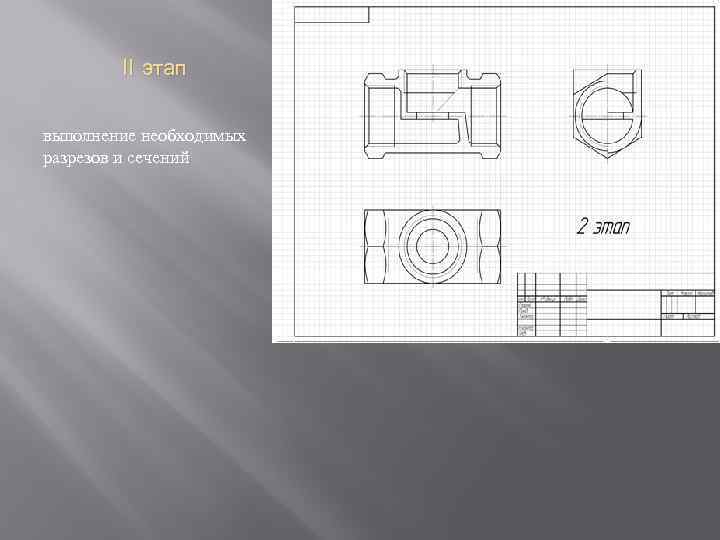
2nd stage- image of the body in size with the necessary cuts (Fig. 2).

Stage 3- image of the spindle (rod) and valve (Fig. 3). 
Stage 4- image of the cover and the gasket between the body and the cover (Fig. 4).

Stage 5- image of the union nut, bushing and gland ring (Fig. 5).

stage 6- an image of a flywheel with a washer and a nut and the limit position (stroke) of the rod (Fig. 6).

Stage 7- hatching of all details that fall into the cutting plane (Fig. 7).

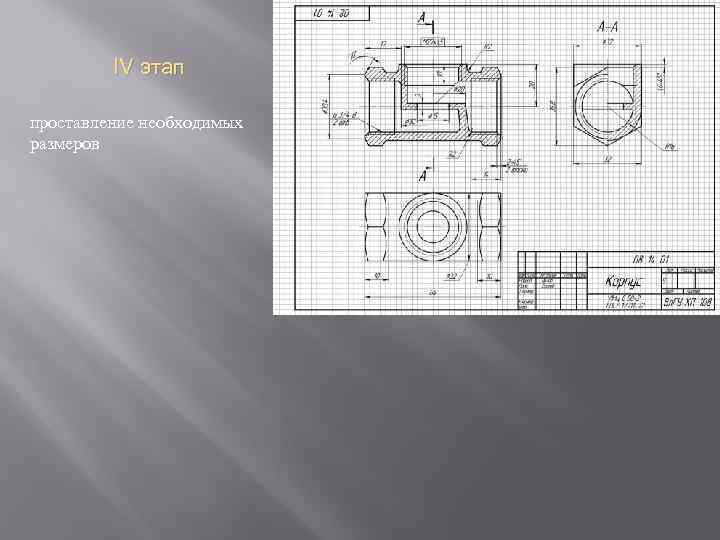
Stage 8- drawing dimensions, leader lines for drawing position numbers, filling in the main inscription (Fig..8).

Stage 9- drawing up a specification (Fig. 9).


10 stage- setting the position numbers in accordance with the specification (Fig. 10). 





























 For independent work, the student is invited to make a drawing of a complex part by machine on a computer.
For independent work, the student is invited to make a drawing of a complex part by machine on a computer.
/1/ ch.55, /2/ ch.22.
Section 3. Drawings and diagrams by specialty
When drawing a drawing of a building, they are guided by the general rules for the implementation of construction drawings provided for by the SPDS standards and ESKD GOSTs.
The building in the plan is divided by axial lines into a number of elements. Longitudinal and transverse axes that determine the location of the main load-bearing structures (walls and columns) are called coordination axes.
Coordination axes are applied to the images with thin dash-dotted lines with long strokes. The axes are designated with Arabic numerals and capital letters of the Russian alphabet (with the exception of the letters: E, 3, Y, O, X, Ts, Ch, Shch, b, Y, b) in circles with a diameter of 6 ... 12 mm. Omissions in numerical and alphabetic (except for those indicated) designations of the coordination axes are not allowed.
For marking the axes on the side of the building with a large number of them, Arabic numerals are used.
To mark the axes on the side of the building with a smaller number of them, letters of the Russian alphabet are used.
The axes of the elements located between the coordination axes of the main load-bearing structures may be marked with shot (B/1; B/2; 1/1, etc.).
The sequence of numerical and alphabetic designations of the coordination axes is taken according to the plan from left to right and from bottom to top.
The designation of the coordination axes, as a rule, is applied on the left and lower sides of the building plan. If the coordination axes of the opposite sides of the plan do not coincide, the designations of the indicated axes at the divergence points are additionally applied on the upper and right sides.
The distance between the coordination axes in the plan is called the step. The span is the distance between the coordination axes of the building in the direction that corresponds to the span of the main supporting structure of the floor or cover.
The floor height is taken as the distance from the floor level of this floor to the floor level of the overlying floor, the height of the upper floor is also determined, while the thickness of the attic floor is conventionally assumed to be equal to the thickness of the interfloor floor.
In one-story industrial buildings, the floor height is equal to the distance from the floor level to the bottom edge of the roof structure.
The dimensions of steps, spans, floor heights should be taken equal to the enlarged module. The dimensions of the structural elements of the building must be a multiple of the main module. For the size of the main module M, for coordinating sizes, a size of 100 mm (1 decimeter) is taken.
When setting dimensions in drawings, the dimension line at its intersection with extension lines, contour lines or center lines is limited by serifs in the form of thick main lines 2 ... 4 mm long, drawn with an inclination to the right at an angle of 45 ° to the dimension line, while the dimension lines protrude beyond the extreme extension lines by 1 ... 3 mm (Fig. 3. 1).
When applying the size of the diameter or radius inside the circle, as well as the angular size, the dimension line is limited by arrows. Arrows are also used when dimensioning radii and internal fillets.
Level marks of structural elements, equipment, etc. from the reference level (conditional "zero" mark) are indicated by a conventional sign (Fig. 3. 2) and are indicated in meters with three decimal places separated from the integer by a comma.
The "zero" mark, taken, as a rule, for the surface of any structural element of a building or structure located near the planning surface of the earth, is indicated without a sign; marks above zero - with a "+" sign, below zero - with a "-" sign.
On views (facades), sections, sections, marks are placed on extension lines or contour lines (Fig. 3. 3).
On the plans, marks are applied in rectangles (Fig. 3.4).
On the plans, the direction of the slope of the planes is indicated by an arrow, above which, if necessary, the slope is indicated as a percentage (Fig. 5) or as a ratio of height and length (for example, 1: 7). The designation of the slope is applied directly above the contour line or on the shelf of the leader line. The main inscription is located in the lower right corner.
The main inscriptions and frames are made with solid main and solid thin lines in accordance with GOST 2.303-68.
In the columns of the main inscriptions (the numbers of the columns on the forms are shown in circles) indicate:
in column 1 - the designation of the document; (capital font, size 5);
in column 2 - the name of the work, product (capital font, size 5);
in column 3 - the name of the task (capital font, size 5);
in column 4 - the name of the images placed on this sheet (capital font, size 5);
in column 5 - the designation of the material of the part (the column is filled out only on the drawings of the parts; lowercase font, size 5);
in column 6 - the letter "U" (training drawings);
in column 7 - the serial number of the sheet (pages of a text document with double-sided design). On documents consisting of one sheet, the column is not filled out;
· in column 8 - the total number of sheets of the document (set of drawings, explanatory note, etc.). On the first sheet of a text document with two-sided design, the total number of pages is indicated;
· in column 9 - group No. (lowercase font, size 5);
· in column 10 - from bottom to top - "Student" (lowercase font, size 3.5).
· in columns 11, 12,13 - respectively, surname, signature, date;
in column 14 - the estimated mass of the product shown in the drawing, in kilograms without indicating units of measurement;
· in column 15 - the scale of the image in accordance with GOST 2.302-68.

 Fig.3. one Fig.3. one |  Rice. 3.2 Rice. 3.2 |  Fig.3.3 Fig.3.3 |
|
 Fig.3. four Fig.3. four |  Fig.3. 5 Fig.3. 5 |
||
Graphic work No. 9
Plan, section and facade of the building.
Exercise: Perform a set of images of the building (plan, architectural section and facade) according to individual assignments.
On the plan and section, apply all the necessary dimensions, both inside and outside the building. Draw the coordinate axes and label them.
Fill in the explication of the premises.
Complete the task on A2 drawing paper (594x420) in compliance with all GOST requirements, in pencil.
Target: Check theoretical knowledge and practical skills and abilities in reading, performing and designing architectural and construction drawings.
Instructions for implementation: The task contains diagrams of the plan, section, facade of the building and a list of premises. Start the task by drawing up a building plan. To do this, guided by the scheme of the plan, draw the coordination axes with a dash-dotted line.
Show outer walls with a thickness of 510 mm, with reference to the coordination axes of 310 and 200 mm, and internal walls with a thickness of 380 mm, with reference to the axes of 190 and 190 mm. In the diagram, these walls are drawn with thick lines. The remaining walls are thin partitions 120 mm thick, they are shown in the diagram with thin lines.
In the outer walls show window openings, in the inner walls - doorways. Conditional graphic images of building elements table.
Walls and partitions that fall into the cutting plane are not hatched, and their contours are outlined with a solid thick line. Building elements located behind the cutting plane are shown with a thin line. Window frames and door leafs are drawn with thin solid lines.
Mark on the plan the position of the cutting plane for the vertical section and execute it. Apply height marks and dimensions inside the contours of the premises.
Draw the front of the building.
To complete the assignment, study: the requirements of the SPDS standards (Project Documentation Systems in Construction) GOST 21.101-79, the images must meet the requirements of GOST 2.305-68, and also know the theoretical foundations of the "Architectural and construction drawings" section.
 1. Making a drawing 1. 1. Main inscriptions. The form of the main inscriptions The main inscriptions are determined by GOST 2. 104 68, which establishes their forms, sizes, the procedure for filling in the main and additional columns. The main inscriptions are located in the lower right corner of the drawing. On sheets of format A 4, the main inscriptions are located only along the short side 1. 2. The order of filling in the main inscriptions In the columns (column numbers are indicated in brackets) of the main inscription indicate: in column 1 - the name of the product and the name of the design document, if it is assigned a code; in column 2 - the designation of the document; in column 3 - the designation of the material (the column is filled out only on the drawings of parts); in column 4 - the letter assigned to this document (for training drawings, the letter "U");
1. Making a drawing 1. 1. Main inscriptions. The form of the main inscriptions The main inscriptions are determined by GOST 2. 104 68, which establishes their forms, sizes, the procedure for filling in the main and additional columns. The main inscriptions are located in the lower right corner of the drawing. On sheets of format A 4, the main inscriptions are located only along the short side 1. 2. The order of filling in the main inscriptions In the columns (column numbers are indicated in brackets) of the main inscription indicate: in column 1 - the name of the product and the name of the design document, if it is assigned a code; in column 2 - the designation of the document; in column 3 - the designation of the material (the column is filled out only on the drawings of parts); in column 4 - the letter assigned to this document (for training drawings, the letter "U");

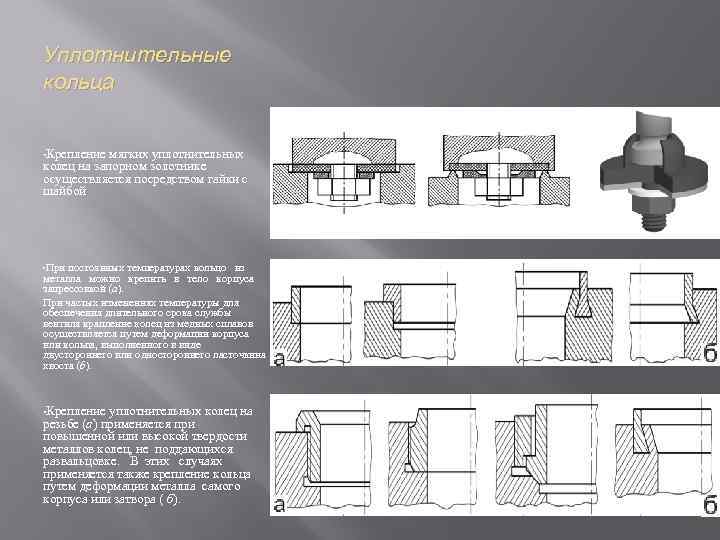 O-Rings Soft O-rings are fastened to the stop valve by means of a nut and washer. At constant temperatures, a metal ring can be pressed into the body of the body by pressing (a). With frequent temperature changes, to ensure a long service life of the valve, the insertion of copper alloy rings is carried out by deformation of the body or ring, made in the form of a double-sided or one-sided dovetail (b). The fastening of sealing rings on the thread (a) is used for increased or high hardness of the metals of the rings that cannot be flared. In these cases, the fastening of the ring is also used by deformation of the metal of the body itself or the shutter (b).
O-Rings Soft O-rings are fastened to the stop valve by means of a nut and washer. At constant temperatures, a metal ring can be pressed into the body of the body by pressing (a). With frequent temperature changes, to ensure a long service life of the valve, the insertion of copper alloy rings is carried out by deformation of the body or ring, made in the form of a double-sided or one-sided dovetail (b). The fastening of sealing rings on the thread (a) is used for increased or high hardness of the metals of the rings that cannot be flared. In these cases, the fastening of the ring is also used by deformation of the metal of the body itself or the shutter (b).
 Valve. The fastening of the valve on the spindle head must allow the valve to turn freely. For small passage valves (up to 50 mm in diameter) a spindle swage clamp can be used. wire clamp wire ring fixing the spindle head in the valve slot
Valve. The fastening of the valve on the spindle head must allow the valve to turn freely. For small passage valves (up to 50 mm in diameter) a spindle swage clamp can be used. wire clamp wire ring fixing the spindle head in the valve slot
 Large passage valve mounting options are shown in the figure below. The direction of movement of the valve in the body and the elimination of its displacement or distortion are achieved using three or four upper or lower guide ribs.
Large passage valve mounting options are shown in the figure below. The direction of movement of the valve in the body and the elimination of its displacement or distortion are achieved using three or four upper or lower guide ribs.
 Gland seals in fittings between the spindle and the cover are made with soft stuffing. Packing compression is created by a union nut, a threaded sleeve (Fig. a, b) or a stuffing box cover (Fig. c, d). The stuffing box cover is fastened with studs, captive bolts with a T-shaped head (fig. c) or hinged bolts (fig. d). On fig. a shows stuffing made of hemp or linen cord, in fig. b - packing from individual rings (asbestos plate, leather, rubber, etc.). The flare nut and stuffing box cover are shown in the assembly drawings in the raised position. a c b d
Gland seals in fittings between the spindle and the cover are made with soft stuffing. Packing compression is created by a union nut, a threaded sleeve (Fig. a, b) or a stuffing box cover (Fig. c, d). The stuffing box cover is fastened with studs, captive bolts with a T-shaped head (fig. c) or hinged bolts (fig. d). On fig. a shows stuffing made of hemp or linen cord, in fig. b - packing from individual rings (asbestos plate, leather, rubber, etc.). The flare nut and stuffing box cover are shown in the assembly drawings in the raised position. a c b d
 Flywheels. Methods for mounting flywheels on the spindle are shown in the figure below. For fittings of small passages, riveting is allowed instead of fastening the nut.
Flywheels. Methods for mounting flywheels on the spindle are shown in the figure below. For fittings of small passages, riveting is allowed instead of fastening the nut.

 Grooves for the exit of the grinding wheel. Grinding allows you to get accurate surfaces of parts. The edges of the grinding wheel are always slightly rounded, so the groove for the exit of the grinding wheel is made in the place of the part where the presence of a ledge left from the edge of the grinding wheel is undesirable. Such a groove in the detail drawing is depicted in a simplified way, and the drawing is supplemented with a remote element showing the profile of the groove. The types, shape and dimensions of the grooves are established by GOST 8820 - 69. The determining dimension for the grooves on the surfaces of rotation is the surface diameter d. The dimensions of the grooves are not included in the dimensional chains of parts.
Grooves for the exit of the grinding wheel. Grinding allows you to get accurate surfaces of parts. The edges of the grinding wheel are always slightly rounded, so the groove for the exit of the grinding wheel is made in the place of the part where the presence of a ledge left from the edge of the grinding wheel is undesirable. Such a groove in the detail drawing is depicted in a simplified way, and the drawing is supplemented with a remote element showing the profile of the groove. The types, shape and dimensions of the grooves are established by GOST 8820 - 69. The determining dimension for the grooves on the surfaces of rotation is the surface diameter d. The dimensions of the grooves are not included in the dimensional chains of parts.
 Grinding on the outer cylinder (A) Grinding on the inner cylinder (B) d b External grinding d 1 Internal grinding d 2 R R 1 Up to 10 1 1.6 d – 0.3 d + 0.3 0.5 0.2 Up to 10 Sv .10 to 50 2 3 d – 0.5 d + 0.5 1.0 0.3 0.5
Grinding on the outer cylinder (A) Grinding on the inner cylinder (B) d b External grinding d 1 Internal grinding d 2 R R 1 Up to 10 1 1.6 d – 0.3 d + 0.3 0.5 0.2 Up to 10 Sv .10 to 50 2 3 d – 0.5 d + 0.5 1.0 0.3 0.5
 Grooves for metric threads. A groove is made at the end of the thread to exit the tool and obtain a full profile thread along the entire length of the rod or hole. In the drawings of the part, the groove is depicted in a simplified way and the drawing is supplemented with an external element on an enlarged scale.
Grooves for metric threads. A groove is made at the end of the thread to exit the tool and obtain a full profile thread along the entire length of the rod or hole. In the drawings of the part, the groove is depicted in a simplified way and the drawing is supplemented with an external element on an enlarged scale.
 Male thread (H) Female thread (D) Pitch b r r 1 D 1 Pitch b R R 1 d 2 0.5 1.6 0.5 0.3 d – 0.8 0.5 2.0 0.5 0 , 3 d + 0. 3 0. 6 1. 6 0. 5 0. 3 d – 0. 9 0. 6 0. 7 2. 0 0. 5 0. 3 d – 1. 0 0. 7 0. 75 2, 0 0, 5 0, 3 d – 1, 2 0, 75 3, 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d – 1, 2 0, 8 1, 0 3, 0 1, 0 0.5 d – 1, 5 1, 0 4, 0 1, 0 0.5 d + 0.5 1, 25 4, 0 1, 0 0.5 d – 1 , 8 1. 25 5. 0 1. 6 0. 5 d + 0. 5 1. 5 4. 0 1. 0 0. 5 d – 2. 2 1. 5 6. 0 1. 6 1. 0 d + 0.7 1.75 4.0 1.0 0.5 d – 2.5 1.75 7.0 1.6 1.0 d + 0.7 2.0 5.0 1.6 0.5 d – 3, 0 2, 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d – 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3, 0 6, 0 1, 6 1, 0 d – 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
Male thread (H) Female thread (D) Pitch b r r 1 D 1 Pitch b R R 1 d 2 0.5 1.6 0.5 0.3 d – 0.8 0.5 2.0 0.5 0 , 3 d + 0. 3 0. 6 1. 6 0. 5 0. 3 d – 0. 9 0. 6 0. 7 2. 0 0. 5 0. 3 d – 1. 0 0. 7 0. 75 2, 0 0, 5 0, 3 d – 1, 2 0, 75 3, 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d – 1, 2 0, 8 1, 0 3, 0 1, 0 0.5 d – 1, 5 1, 0 4, 0 1, 0 0.5 d + 0.5 1, 25 4, 0 1, 0 0.5 d – 1 , 8 1. 25 5. 0 1. 6 0. 5 d + 0. 5 1. 5 4. 0 1. 0 0. 5 d – 2. 2 1. 5 6. 0 1. 6 1. 0 d + 0.7 1.75 4.0 1.0 0.5 d – 2.5 1.75 7.0 1.6 1.0 d + 0.7 2.0 5.0 1.6 0.5 d – 3, 0 2, 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d – 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3, 0 6, 0 1, 6 1, 0 d – 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
 Part measurement A wide variety of measuring instruments are used to measure parts. Consider the techniques for measuring parts using the simplest tools such as a steel ruler, caliper, caliper and inside gauge.
Part measurement A wide variety of measuring instruments are used to measure parts. Consider the techniques for measuring parts using the simplest tools such as a steel ruler, caliper, caliper and inside gauge.
 Measurements with a caliper The caliper is the most common measuring tool that allows measurements to be made with an accuracy of 0.1 mm. They can measure the diameters of the rollers, the diameters of the holes, the width of the grooves and slots, the depth of the holes and various recesses, etc. The caliper compass consists of two main parts (Fig. 18): a ruler (rod) and a frame covering the ruler. The ruler has a millimeter scale. The frame has a scale called a vernier. This scale has 10 divisions. A narrow depth gauge is rigidly attached to the frame. The frame with a depth gauge can move freely relative to the rod, and can also be fixed in any position with a clamping screw. Both the stem and the frame have two jaws each, allowing for external (lower jaws) and internal (upper jaws) measurements (Fig. 19). In any position of the frame relative to the rod, the distance between the working upper and lower jaws is equal to the length of the extended part of the depth gauge. To establish the size measured with a caliper, you need to read the number of whole millimeters that fit to the leftmost division of the vernier (zero stroke of the vernier) on the ruler. Then determine which order of the stroke of the vernier coincides with the stroke of the ruler, which corresponds to the number of tenths of a millimeter. In our example, the relative position of the ruler and vernier scales highlighted in Fig. 18, corresponds to the size of 22.7mm.
Measurements with a caliper The caliper is the most common measuring tool that allows measurements to be made with an accuracy of 0.1 mm. They can measure the diameters of the rollers, the diameters of the holes, the width of the grooves and slots, the depth of the holes and various recesses, etc. The caliper compass consists of two main parts (Fig. 18): a ruler (rod) and a frame covering the ruler. The ruler has a millimeter scale. The frame has a scale called a vernier. This scale has 10 divisions. A narrow depth gauge is rigidly attached to the frame. The frame with a depth gauge can move freely relative to the rod, and can also be fixed in any position with a clamping screw. Both the stem and the frame have two jaws each, allowing for external (lower jaws) and internal (upper jaws) measurements (Fig. 19). In any position of the frame relative to the rod, the distance between the working upper and lower jaws is equal to the length of the extended part of the depth gauge. To establish the size measured with a caliper, you need to read the number of whole millimeters that fit to the leftmost division of the vernier (zero stroke of the vernier) on the ruler. Then determine which order of the stroke of the vernier coincides with the stroke of the ruler, which corresponds to the number of tenths of a millimeter. In our example, the relative position of the ruler and vernier scales highlighted in Fig. 18, corresponds to the size of 22.7mm.
 Measurements with a bore gauge and calipers The diameter of a hole located deep inside the part is measured with a bore gauge with an accuracy of 0.5 mm. The distance between the legs of the inside gauge is determined using a steel ruler. In cases where it is not possible to remove the caliper without disturbing its setting, the wall thicknesses of the caliper (with an accuracy of 0.5 mm) can be measured as shown on the right. In this case, the legs of the caliper are moved apart a little more than the thickness of the measured wall, for example, by 25 mm. Having now measured the distance between the legs of the caliper, "subtract from the obtained value 25 mm added to the wall thickness, i.e. a \u003d 37 25 \u003d 12 mm. To measure the center-to-center distance of holes of the same diameter, use a caliper or inside gauge, applying them to the walls of the holes. The desired distance will be equal to the sum of the measured distance and the diameter of one of the holes. If the diameters of the holes are different, then half the sum of the diameters must be added to the distance between the nearest walls of the holes. The height of the part can be measured using two rulers.
Measurements with a bore gauge and calipers The diameter of a hole located deep inside the part is measured with a bore gauge with an accuracy of 0.5 mm. The distance between the legs of the inside gauge is determined using a steel ruler. In cases where it is not possible to remove the caliper without disturbing its setting, the wall thicknesses of the caliper (with an accuracy of 0.5 mm) can be measured as shown on the right. In this case, the legs of the caliper are moved apart a little more than the thickness of the measured wall, for example, by 25 mm. Having now measured the distance between the legs of the caliper, "subtract from the obtained value 25 mm added to the wall thickness, i.e. a \u003d 37 25 \u003d 12 mm. To measure the center-to-center distance of holes of the same diameter, use a caliper or inside gauge, applying them to the walls of the holes. The desired distance will be equal to the sum of the measured distance and the diameter of one of the holes. If the diameters of the holes are different, then half the sum of the diameters must be added to the distance between the nearest walls of the holes. The height of the part can be measured using two rulers.
 To determine the radii of the protrusions and cavities of the part, radius gauge templates are used (Fig. 22, a). A set of radius templates is enclosed in a metal casing. On one side of the casing, there are templates with rounded protrusions designed to determine the radii of the depressions, and on the other side, templates with the same depressions for determining the radii of the protrusions. The radius value is indicated on each template. Larger roundings, as well as flat roundings, can be made using an imprint on paper, by applying it to the rounded part of the part and crimping or outlining the rounding contour with a finely sharpened pencil. Using a compass, determine the radius of the rounding. The resulting size is rounded to the nearest normal radius in accordance with GOST 6636 69. In parts, there are often elements with threads, for which special templates called thread gauges are used to measure. They are a set of metal plates with protrusions corresponding to the thread profile. On the casing of the thread gauge for metric threads, M 60 ° is indicated (Fig. 22 b), and for pipe D 55 °. The measurement of the thread pitch consists in selecting a template whose teeth completely fit into the cavities between the threads. Then, using a caliper, the outer diameter of the thread of the rod is measured (nominal thread diameter d) or the diameter of the cut hole along the protrusions (inner thread diameter -d 1. For example, the caliper showed a rod thread diameter of 21.6 mm, and the thread gauge for metric thread pitch 0 , 75. According to the tables of ST SEV IBI 75, we determine the thread: M 22 x0, 75. In the absence of a thread gauge, the technique shown in Fig. 23 is used. In this case, the thread is painted with a soft pencil lead and rolled over paper. The thread pitch is determined as follows: A/n, where A is an arbitrary distance between several strokes, n is the number of distances between strokes in the dimension of A, where n is less than one number of strokes.
To determine the radii of the protrusions and cavities of the part, radius gauge templates are used (Fig. 22, a). A set of radius templates is enclosed in a metal casing. On one side of the casing, there are templates with rounded protrusions designed to determine the radii of the depressions, and on the other side, templates with the same depressions for determining the radii of the protrusions. The radius value is indicated on each template. Larger roundings, as well as flat roundings, can be made using an imprint on paper, by applying it to the rounded part of the part and crimping or outlining the rounding contour with a finely sharpened pencil. Using a compass, determine the radius of the rounding. The resulting size is rounded to the nearest normal radius in accordance with GOST 6636 69. In parts, there are often elements with threads, for which special templates called thread gauges are used to measure. They are a set of metal plates with protrusions corresponding to the thread profile. On the casing of the thread gauge for metric threads, M 60 ° is indicated (Fig. 22 b), and for pipe D 55 °. The measurement of the thread pitch consists in selecting a template whose teeth completely fit into the cavities between the threads. Then, using a caliper, the outer diameter of the thread of the rod is measured (nominal thread diameter d) or the diameter of the cut hole along the protrusions (inner thread diameter -d 1. For example, the caliper showed a rod thread diameter of 21.6 mm, and the thread gauge for metric thread pitch 0 , 75. According to the tables of ST SEV IBI 75, we determine the thread: M 22 x0, 75. In the absence of a thread gauge, the technique shown in Fig. 23 is used. In this case, the thread is painted with a soft pencil lead and rolled over paper. The thread pitch is determined as follows: A/n, where A is an arbitrary distance between several strokes, n is the number of distances between strokes in the dimension of A, where n is less than one number of strokes.

 Stage I determines the required number of views, drawing the contour of the part without observing the scale, but adhering to the proportions
Stage I determines the required number of views, drawing the contour of the part without observing the scale, but adhering to the proportions

 Valve. General view drawing. An example of a general view drawing Drawing dimensions on a general view drawing On educational drawings, dimensions are indicated in font No. 5, and position numbers in fonts No. 7 or No. 10. The main inscription is the same as in sketches 55 x 185 - form No. 1. In educational drawings general views, the following dimensions should be applied: 1. Overall dimensions that determine the largest dimensions of the product in terms of length, width, height. 2. The dimensions of the mating surfaces (on which the parts of the assembly unit come into contact), including the threaded surfaces. 3. Installation dimensions by which this product is installed at the installation site. 4. Structural and calculated dimensions, due to the peculiarities of the work of the part in the assembly. Characteristics of gears, springs, center distances, modulus, etc. and other parameters required by the detailer. Free dimensions are not applied on general views, since these dimensions are taken directly from the drawing, taking into account the scale. General arrangement drawings are not manufacturing drawings. 5. Connecting dimensions. Dimensions that define the elements by which this product is attached to another. These dimensions include: a) diameters of holes for fasteners; b) sizes of connecting threads, etc.
Valve. General view drawing. An example of a general view drawing Drawing dimensions on a general view drawing On educational drawings, dimensions are indicated in font No. 5, and position numbers in fonts No. 7 or No. 10. The main inscription is the same as in sketches 55 x 185 - form No. 1. In educational drawings general views, the following dimensions should be applied: 1. Overall dimensions that determine the largest dimensions of the product in terms of length, width, height. 2. The dimensions of the mating surfaces (on which the parts of the assembly unit come into contact), including the threaded surfaces. 3. Installation dimensions by which this product is installed at the installation site. 4. Structural and calculated dimensions, due to the peculiarities of the work of the part in the assembly. Characteristics of gears, springs, center distances, modulus, etc. and other parameters required by the detailer. Free dimensions are not applied on general views, since these dimensions are taken directly from the drawing, taking into account the scale. General arrangement drawings are not manufacturing drawings. 5. Connecting dimensions. Dimensions that define the elements by which this product is attached to another. These dimensions include: a) diameters of holes for fasteners; b) sizes of connecting threads, etc.

Many elements of the part have standard dimensions. Therefore, when specifying their numerical values in the detail drawing, the actual dimensions obtained are rounded to the nearest standard ones, using the normal series of linear dimensions and diameters (GOST 6636-69 *), standard sizes of rounding and chamfer radii (GOST 10948-64 *), tapers and slopes ( GOST 8593-81), normal angles (GOST 8908-81), turnkey (GOST 642473*), threads, keyways, grooves for the exit of thread cutting tools, etc.
On the detailed COV, some elements of the details are shown in a simplified, conditional or not shown at all, which does not allow revealing their design. Usually this is expressed in the absence of casting and stamping slopes, chamfers, thread undercut when cutting it at rest, a simplified display of blind threaded holes, grooves and grooves for the exit of a thread cutting or grinding tool, etc. On the working drawing, such elements should be depicted without simplifications completely, unless specifically stated in the standards. At the same time, most of these structural elements in their shapes and sizes are determined by the corresponding GOSTs, which should be used when detailing.
14.4. An example of detailing a drawing of a general view of an assembly unit “Valve”
To execute the example, a detailed drawing is given - the valve FOV (see Fig. 14.1), its specification (Fig. 13.10) and the description of the detailed product given below.
A valve is a type of fitting designed to control the flow of liquid (usually water) in a pipeline and to shut off pipelines.
The liquid is supplied to the valve through the left threaded hole of the housing 1, and the outlet is through the right one. The locking device of the valve consists of a valve 4 and a stem 3 connected with the possibility of their free rotation relative to each other. In the drawing, the valve is shown as closed: the valve 4 closes the through hole in the body 1 with a diameter of 40 mm, connecting the inlet and outlet. The valve is opened by moving the valve with the stem up while the latter is rotating in the threaded part of the cover 2 using the handwheel 6, fixed on the stem with a screw 8. Raising the stem with the valve higher - lower, change the cross section of the through hole and the fluid flow through the valve.
Details pos. 6 and 7 not shown |
|
Key 27 |
|
Compress when |
|
Á det. pos.4
B(2:1) det. pos. 3 |
|||
All sizes for reference. |
|||
40.02.013.000 ВВ |
|||
ÌÀÄÈ(ÃÒÓ) ãð. ...
To eliminate leaks between the body and the cover, a gasket 7 is used, and between the stem and the cover, a gland seal consisting of a packing 9 and a threaded bushing 5 is used.
Materials of parts pos. 1, 2, 5 - bronze BrOTsS3-12-5 GOST 613-79, details pos. 3, 4 - brass Ë62 GOST 15527-70* , details pos. 6 - aluminum alloy ÀË2 ÃÎÑÒ 2685-75, details pos. 7 - Cardboard A GOST 9347-74.
The results of the first stage of reading the CHOV are as follows:
1. On the CHOV, made on a scale of 1: 1, a valve is depicted - a product related to the valves of pipelines (see the main inscription of the drawing).
2. According to the specification, the valve consists of seven parts (body, cover, stem, valve, sleeve, flywheel and gasket), one standard product (screw) and material (hemp fiber) for stuffing box packing.
3. Familiarity with the FOV and the description of the valve made it possible to understand its purpose (in principle, the purpose of any valve is to retain or pass liquid), the general structure and principle of operation.
4. Three
valve images: frontal (longitudinal) section (main image), top view and connection of halves of the left view and profile (transverse) section. The cuts reveal the internal structure of the entire product and its individual parts. Frontal section, top and left views reflect the external shape of the valve and most of its components. Note that the non-hollow stem 3 is not cut in sections, and the threaded hole in it is shown in the local section of the stem.
The shape of the flywheel, in particular, the number of spokes and their cross section, is explained by the view А of the flywheel and the remote section of the spoke placed side by side. The shape, location and number of valve ribs 4 reveals its appearance Á. The shape and dimensions of the non-standard thread in parts 2 and 3 are revealed by the extension Â.
The total FOV of the valve is represented by seven images.
5. On CHOV 120, 72, 180...200 - overall dimensions; G1 1/2, 60 (wrench size for connecting the valve) - installation and connecting dimensions; 40 (diameter of the through hole in the valve), 135...155 (distance from the pipeline axis to the most
remote point of the valve), 70 (size of the handwheel that controls the valve), G1 1 /2 , M52x2 and the thread dimensions on the remote element B are dimensions that cannot be determined from the drawing. There are no mounting and executive dimensions on the COV.
The drawing has inscriptions on the shelves of leader lines: “3 ribs” - an indication of the number of valve fins 4; “Under the key 27” - the size of the wrench for tightening the sleeve 5; “ Crimp when assembling” - an indication of the connection of valve 4 and stem 3 during assembly; “To grind” - an indication of the processing when assembling the adjacent surfaces of the valve 4 and body 1.
6. Housing 1 is used to place and mount other parts of the valve in it or on it and connect it to the hydraulic system. The cover 2 ensures the translational movement of the rod 3 during its rotation and the placement of a stuffing box seal in it, which prevents leakage of liquid between the cover and the rod. The stem moves the valve 4 translationally. The valve closes and opens the through hole of the body, which connects the inlet and outlet pipelines. Bushing 5 is a pressure and fastening device for stuffing box seal. Flywheel 6 rotates the rod. Gasket 7 serves to eliminate fluid leaks between the body and the cover. Screw 8 fixes the flywheel on the rod. The stuffing box packing 9 is the stuffing box seal.
The fixed detachable connections of the valve are the threaded connection of the body 1 with the cover 2 and the connection of the stem 3 with the flywheel 6 with the screw 8.
The head of the stem 3 is fixed in the bore of the valve 4 by crimping the edges of the bore (one-piece connection). At the same time, the stem head is placed in the valve bore with a gap allowing the valve to be centered relative to the body opening to be blocked and rotate freely relative to the stem.
The stem 3 is screwed into the cover 2 by means of a thread and can move in the axial direction relative to it when turning (movable detachable connection). In the fully screwed position of the stem, the valve associated with it abuts against the body and closes the valve.
The sleeve 5 is screwed into the threaded hole of the cover 2 and has the ability to be screwed into it as the gland packing wears out.
into the opening of the cover 2; a gasket 7 is put on the threaded outer part of the cover and the cover is screwed into the body 1 with a wrench; fill with gland packing (pos. 9) the stuffing box of the cover between the latter and the stem; sleeve 5 is put on the stem and screwed into the cover, pressing the gland packing; a flywheel 6 is mounted on the upper part of the rod and fastened to the rod with a screw 8.
Recall that the amount of stuffing box packing in the stuffing box should be such that during assembly, sleeve 5 is wrapped in cover 2 by 2–3 turns, tightly compressing the stuffing box.
When disassembling, screw 8 is unscrewed and flywheel 6 is separated from stem 3; unscrew the bushing 5 from the cover 2 and remove the bushing from the stem; with a wrench, unscrew the cover from the housing 1; unscrew the stem from the cover. Valve 4 is not separated from the stem during disassembly.
Having received a general idea of the device of the valve and the forms of its components, at the 2nd stage of reading the CHOV, the forms of all elements of the valve parts are determined in detail and thoroughly. Consider the process of such identification of the forms of parts using the example of a rod.
According to the specification, the stem is assigned position 3, by the number of which the stem image is found on the main image of the valve. To do this, the number 3 is found above the shelf near this image. The leader line extending from this shelf ends with a point on the desired stock image.
Using the relationship of images, find other images of the stem on the FOC. In total, it has 4 images of the stem: on the main image of the valve, the forms of all elements of the stem are mainly revealed; top view and the image on the profile plane of the projections reveal the shape of the rod elements on which the flywheel is put on; call-out B specifies the shapes and dimensions of stem member with non-standard threads.
The rod material is L62 grade brass, from which a rod blank is obtained by casting under pressure, then subjected to machining.
The analysis and comparison of all images of the stem on the FOC, taking into account its purpose and connections with other parts established at the 1st step of reading the FOC, showed that the stem is an axisymmetric detail, all elements of which, with the exception of one,
formed by outer surfaces and located along a common axis in the following sequence:
- the stem head formed by the sphere compartments, cylindrical and conical surfaces of rotation and serving to connect the stem to the valve;
- an element with a non-standard external cylindrical thread connecting the stem with the cover and providing reciprocating movement of the stem;
- cylindrical element connecting the stem head and the element
threaded;
- a cylindrical element extending from the threaded element, protruding from the cover and allowing the stem to be acted upon from the outside by means of a flywheel;
- an element for putting on the flywheel rod formed by four flats made at the end of the previous cylindrical element;
- a blind hole with a standard metric thread for fixing the handwheel on the stem with a screw, which is the only internal element of the stem.
The mating surfaces of the stem are both threaded surfaces, the surfaces of the flats and the stem heads. The free surfaces of the rod are the surfaces of its cylindrical elements.
A blind hole with a thread in the stem is shown on the COV simplified without a conical chamfer at the beginning of the threaded hole and without taking into account the thread stock in the hole and its undercut, which should be taken into account when making the working drawing of the stem.
In a similar way, the forms of other parts of the valve were studied and understood.
Having completed reading the CHOV (preparatory stage), they proceed to the implementation and execution of working drawings of parts in the manner described, as already noted, in section 12.
An analysis of the design, shapes and dimensions of parts, made when reading the valve's FOV, showed that it is advisable to carry out working drawings of the body and cover on A3 formats, and the rest of the parts - on A4 formats.
The design of the body, which is made by casting with subsequent processing on the machines of part of its surfaces, on the working drawing (Fig. 14.2, scale 1: 1) reveals the frontal longitudinal section, the connection of the halves of the top view and the horizontal longitudinal section and the connection of the halves of the view on the left and the transverse


section (Fig. 14.2). In educational conditions, often a horizontal longitudinal incision is not performed, limited to a top view. The main image of the body is positioned so that the axis of its inlet (inlet) and outlet (outlet) holes is horizontal, and the axis of the hole for the cover is vertical, and the inlet should be on the left, the outlet on the right, and the hole under the cover is directed upwards. This hole on the working drawing shows a chamfer that is not visible on the COV.
The shape of the cover, also made by casting, is reflected (Fig. 14.3, scale 2: 1) the main image is the connection of the halves of the front view, on which three faces of the outer prismatic surface are visible, and the frontal longitudinal section, displaying a through hole with smooth and threaded surfaces, and See also left side view to clarify the shape of the prismatic surface and set the turnkey dimension. In addition to these two images, for convenience, on the external elements, the shape of the groove for the exit of the thread-cutting tool and the shape and dimensions of non-standard threads are specified. It should be noted that the groove is shown in a simplified way on the COV, and there are no chamfers in the threaded holes at all. The axis of symmetry on the main image of the cover can be horizontal
13 18 Á

umbrella, as in Fig. 14.3, or vertical. In the first case, for the working drawing, the A3 format of the horizontal arrangement is used, and in the second, the vertical arrangement, on
which instead of the left view is given the top view. |
|||||
The shape of the rod reveals (Fig. 14.4, |
|||||
scale 1:1) its main view from the ground |
|||||
incision to display the deaf |
|||||
threaded holes and top view for |
|||||
turnkey dimensioning, additional |
|||||
for convenience, part of the following type |
|||||
va, on which two flats are visible for |
|||||
flywheel landing, and remote element |
|||||
fragment |
non-standard |
||||
threads. Blind hole with thread |
|||||
the working drawing is shown without simplification |
|||||
ny. Main stock image can |
|||||
be horizontal (Fig. |
|||||
because the stock is basically |
|||||
formed by coaxial |
surfaces |
||||
rotation. It is also allowed to verti- |
|||||
location |
main view |
||||
rod (Fig. 14.4), which is caused |
|||||
more rational |
using |
||||
drawing fields and wide use |
|||||
we eat machines with vertical processing |
|||||
surfaces of revolution. |
|||||
On the valve drawing (Fig. 14.5, |
|||||
scale 1:1) shows two of his |
|||||
images: main view with local |
|||||
a sectional view to show the valve bore and a left side view to reveal the shapes and arrangement of the ribs. In the main view, the valve occupies a horizontal position with the ribs directed to the left so that the maximum number of ribs is visible (two for this valve). The valve on the working drawing is shown in the state in which it arrives at the assembly - before it is pressed against the stem head.
*Size for reference.
and the dimensions of the groove for the exit of the threading tool, shown on the COW in a simplified way. The gasket in the working drawing can be shown with a horizontal position of the axis as a part formed by surfaces of revolution, or with a vertical position of the axis, which it occupies when punching a hole in it in the mold.





